Project Briefs:
Food-Ingredient Manufacturer Enhances Acid-Separation Process with Highly Efficient Packed-Bed Ion Exchange
Project Overview
A leading food-ingredient manufacturer, whose process involved the separation of acids, sought to expand its production capabilities despite limited space in an existing facility. Because the process was energy intensive and wasn’t generating the desired product quality, the customer worked with SAMCO to create an ion exchange process for replacing the existing thermal acid-separation component. SAMCO was selected to work with the customer to design a full-scale production system based on the pilot testing results.


Objective
Scope of Service
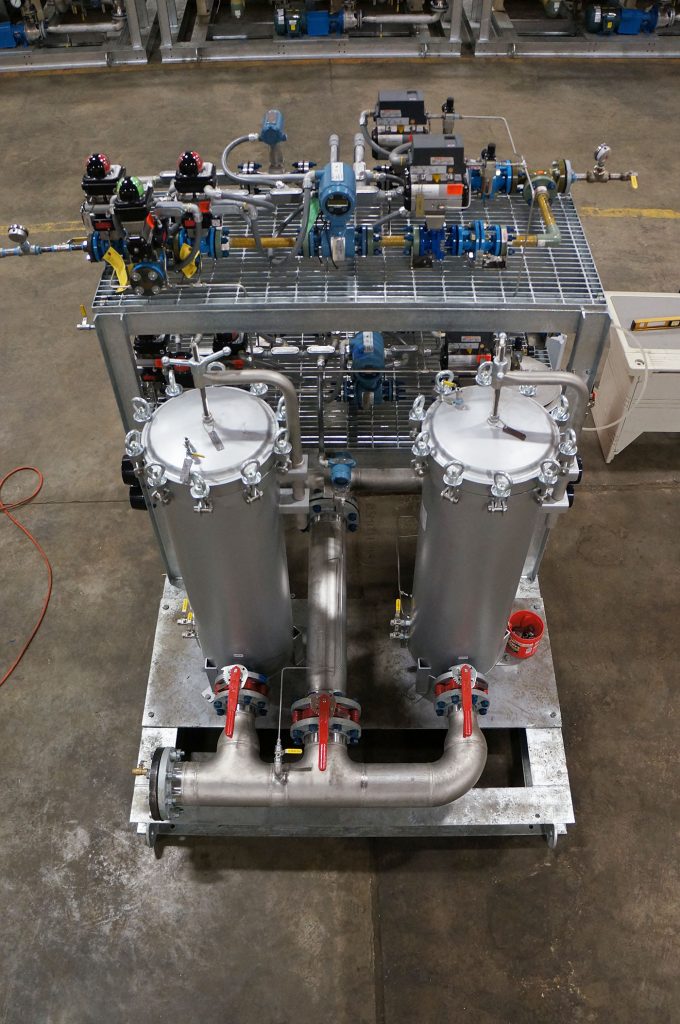
SAMCO worked with the client to engineer a full-scale production system from a piloted process. SAMCO fabricated the system as modular units and oversaw the installation and commissioning.
Challenges
• New process never operated at production scale
• Need to minimize chemical use, energy consumption, and product loss
• Limited footprint for fitting new system into existing building
Solution
Technology
SAMCO’s project deliverables and equipment included:
• Packed-bed ion exchange system
• Fractal distribution plates
• PLC controls for autonomous operation
• Integration with existing factory distributed control system (DCS)