Project Briefs:
Lithium Refinery Leverages Dilute Process Solution for Production of Lithium Carbonate with SAMCO High Pressure RO System
Project Overview
At a leading lithium refinery in Quebec, Canada, lithium carbonate production lines demanded a consistent supply of concentrated lithium bicarbonate solution. Applying seawater filtration membrane technology, SAMCO delivered a high pressure reverse osmosis (RO) system to reliably support client production.




Objective
Concentrate dilute lithium bicarbonate solution to near saturation for downstream lithium carbonate production. Specifications:
- Input rate of 130 GPM
- Output rate of 40 GPM
Scope of Service
SAMCO delivered a turnkey RO system, with services comprising comprehensive process, mechanical, and electrical design and engineering, system fabrication, commissioning, startup training and support.
Challenges
- Produce highly concentrated solution
- Integration with existing distributed control system (DCS)
Solution
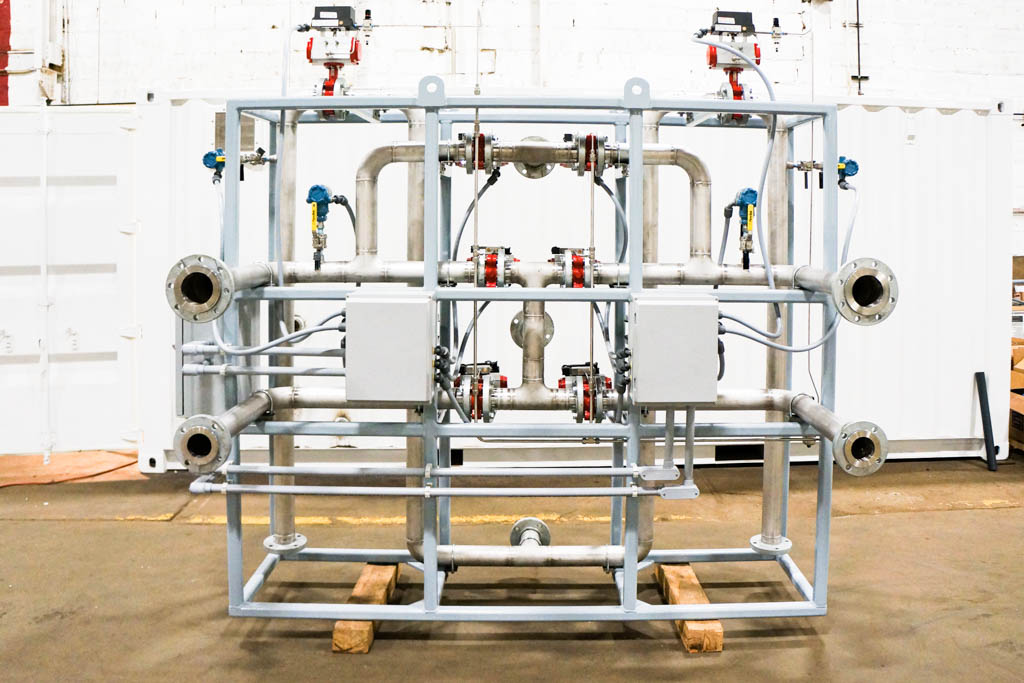
In line with the client’s needs, SAMCO designed and delivered a high pressure RO system to produce a highly concentrated solution for downstream lithium carbonate production. The design made use of high pressure seawater filtration membranes to sustain both long term reliability, and efficient 40 GPM output of a nearly saturated lithium bicarbonate solution. The project solution entailed a prepackaged design and comprehensive support, ensuring quick delivery and fast startup. Entailing a backwashable tubular filtration unit, RO unit with seawater membranes, and peripherals, the system also included terminal boxes for optimal integration with the client’s existing DCS.
Technology
Project deliverables and equipment included:
- Backwashable tubular filter unit
- RO unit with seawater membranes
- Pipe rack assemblies
- Instruments and valves
- High pressure pump
- Auxiliary tanks and pumps
- DCS-ready terminal boxes