Project Briefs:
Semiconductor Manufacturing Facility Gets HERO™ Upgrade
Project Overview
In San Jose, California, new water usage regulations mandated that a local, high-profile semiconductor manufacturing facility decrease both their water consumption and waste. The client upgraded their existing system, improving their water quality and saving thousands of gallons of water despite an extremely tight time frame and space constraints.


Objective
Improve the client’s water recovery and quality while increasing production volume and meeting local water usage regulations.
Scope of Service
Challenges
- High water conductivity
- Extremely tight footprint
- Critical uptime to maintain client’s production schedule
Solution
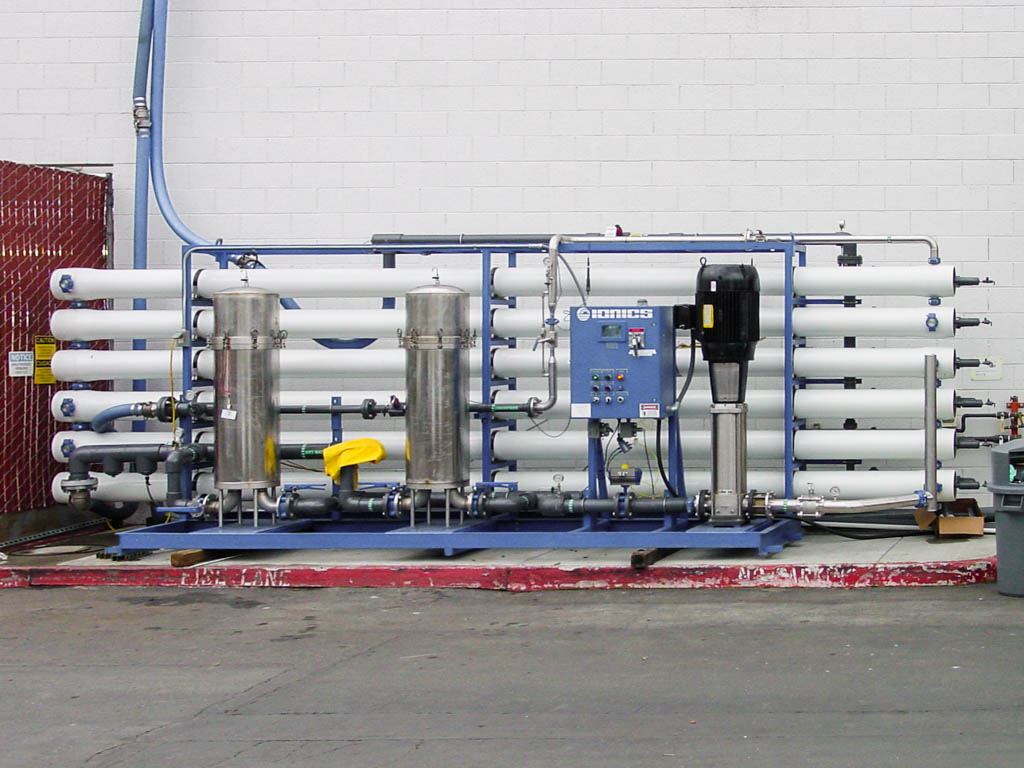
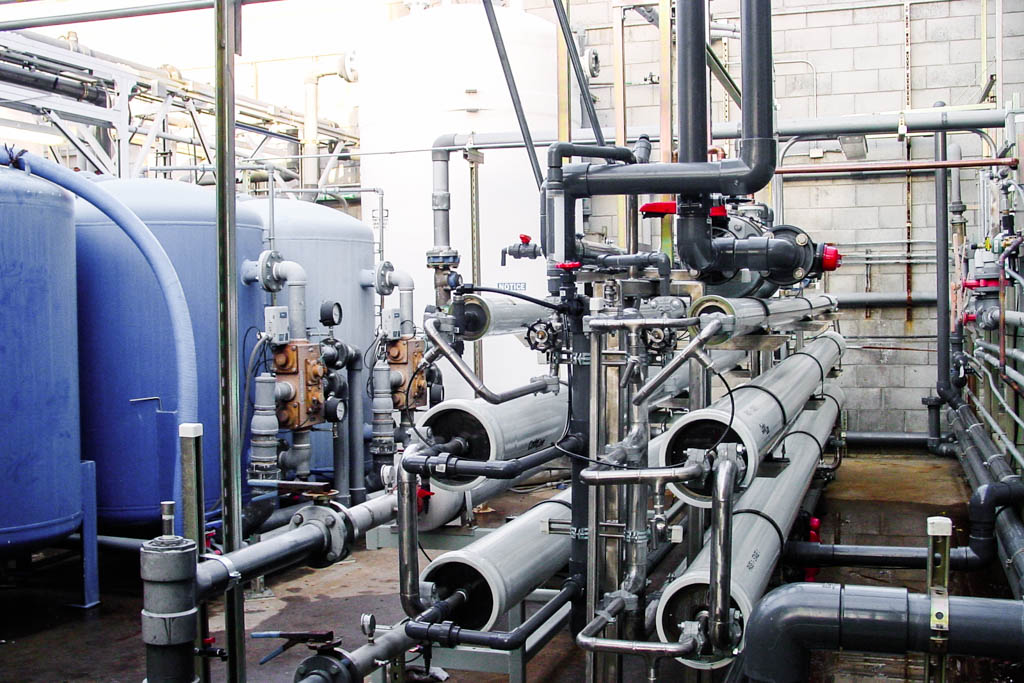
Expanding upon the client’s existing double-pass reverse osmosis (RO) system with a High-Efficiency Reverse Osmosis (HERO™ ) system, SAMCO helped the client increase their water recovery from 65% to 95%. In collaboration with the standard RO process, a high-purity DI polishing treatment yielded superior improvement in ionic purity and organic removal, allowing for higher production capacity and less wastewater—saving the client over 28,000 gallons of water per day and winning the client an award from the local municipality for savings realized.
Technology
Project deliverables and equipment included:
- 8” Diameter RO system upgrade to HERO™
- Electrical/Instrumentation modifications
- Addition of chemical feed and control systems